
ļSų°ļŖūėŽĄĮyųąį¬Ų„╝■├▄Č╚Ą─╠ßĖ▀Ż¼įOėŗĤ═©│Ż×ķ┴╦║═ėĪųŲļŖ┬Ę░ÕŻ©pcbŻ®╔Ž║±Č╚×ķ0.10 mmĄ─║ĖĖÓ─Ż░Õ┼õ╠ūŻ¼Č°▀xō±╣▓├µČ╚▓╗│¼▀^0.10 mmĄ─Īó═¼Ą╚Š½├▄Ą─▀BĮėŲ„ĪŻ╚╗Č°Ż¼╩ął÷╔Žėą║▄ČÓ╣▓├µČ╚ųĄ×ķ0.15 mmĄ─▀BĮėŲ„Ż¼═¼Ģr╣▓├µČ╚ųĄ×ķ0.10mmĄ─▀BĮėŲ„ę▓ė╔ė┌ę²─_öĄ┴┐Ą─į÷╝ėęį╝░╠žą═ę²─_Īóų▒ĮŪ▀BĮėŲ„Ą─ę²╚ļĄ╚įŁę“Č°ļyČ╚įĮüĒįĮ┤¾ĪŻ▀@ę“┤╦Ž▐ųŲ┴╦įOėŗĤĄ─▀BĮėŲ„▀xō±ĘČć·Ż╗╗“š▀į┌▒Š┐╔ęįā׎╚╩╣ė├å╬éĆ▀BĮėŲ„ĢrŻ¼ģs▓╗Ą├▓╗╩╣ė├ČÓéĆ▀BĮėŲ„Ż¼╗“š▀▒╗Ų╚╩╣ė├ļA╠▌║ĖĖÓ─Ż░ÕĪŻ▀@ā╔ĘN▀xĒŚČ╝į÷╝ė┴╦ŽĄĮyįOėŗ║═╔·«aĄ─│╔▒Š┼cÅ═ļsČ╚ĪŻ
╚╗Č°Ż¼samtec inc.║═phoenix contactĄ─ę╗ĒŚčąŠ┐▒Ē├„Ż¼═©▀^ā×╗»║ĖĖÓ─Ż░ÕĄ─ķ_┐ūą╬ĀŅŻ¼įOėŗĤŠ═┐╔ęį▀xō±ęčÅVĘ║╠ß╣®Ą─ĪóārĖ±Ė³Ą═Ą─Īó╣▓├µČ╚×ķ0.15 mmĄ─▀BĮėŲ„üĒ┼cĖ³Š½╝ÜĄ─0.10 mm║ĖĖÓ─Ż░Õ┼õ║Ž╩╣ė├Ż¼═¼Ģrį┌┴╝ŲĘ┬╩×ķ100%Ą─ŪķørŽ┬ę▓─▄ØMūŃipc-j-std-001 class 2ś╦£╩Ą─ę¬Ū¾ĪŻ
▒Š╬─īóėæšō║ĖĖÓ─Ż░Õ┼c▀BĮėŲ„╣▓├µČ╚ų«ķgĄ─ĻPŽĄŻ¼ęį╝░įOėŗĤ├µ┼RĄ─╚Ī╔ß║═ųŲ╝sę“╦žĄ╚įÆŅ}ĪŻ╚╗║¾▒Š╬─īóĮķĮB┤╦ĒŚčąŠ┐Ą─Ūķør║═ŽÓæ¬Ą─ĮY╣¹Ż¼ęį╝░▀@ą®ĮY╣¹į┌ā×╗»įOėŗĄ─Ģr║“ī”│╔▒ŠĪó┐šķgĪóąį─▄║═┐╔┐┐ąį«a╔·Ą─ė░ĒæĪŻ
└¹ė├Š½├▄╝ė╣żĄ─║ĖĖÓ─Ż░ÕüĒŠ½£╩Ąž╩®Ę┼ę╗ąĪēK║ĖĖÓ▓ó▓╗╠½└¦ļyĪŻĄ½ļSų°▀BĮėŲ„ę²─_öĄ┴┐Ą─▓╗öÓį÷╝ėŻ¼═¼Ģr▀BĮėŲ„╔ŽĄ─ę╗ą®ę²─_ąĶę¬▒╗ū÷│╔╠žČ©ą╬ĀŅ║═▒╗ū÷│╔ųT╚ńų▒ĮŪ▀BĮėĄ╚╠žČ©Ą─▀BĮėŅÉą═Ż¼▀BĮėŲ„┼c▓╔ė├Š½├▄║ĖĖÓ─Ż░ÕüĒ╩®Ę┼│╔ą╬Ą─║Ė┴Žų«ķg│÷¼F┴╦įĮüĒįĮ┤¾Ą─Ųź┼õ└¦ļyĪŻų„ę¬å¢Ņ}╩Ūė╔ė┌▀BĮėŲ„ę²─_Ą─╣▓├µČ╚ę²ŲĪŻ
║åČ°čįų«Ż¼Ī░╣▓├µČ╚Ī▒▀@ę╗ągšZ╩ŪųĖ«ö▀BĮėŲ„▒╗ų├ė┌ŲĮ├µ╔ŽĢrŻ¼ŲõĖ▀Č╚ūŅĖ▀Ą─║═Ė▀Č╚ūŅĄ═Ą─ę²ŠĆŻ©╗“ę²─_Ż®ų«ķgĄ─ūŅ┤¾ŠÓļxĪŻ║├Ą─╣▓├µČ╚ī”ė┌║├Ą─║Ė³cų┴ĻPųžę¬Ż║╚ń╣¹ę╗Ślę²─_╗“ę²ŠĆĄ─╬╗ų├╠½Ė▀Ż¼╦³┐╔─▄Š═¤oĘ©┼c║ĖĖÓą╬│╔│õĘųĄ─Įėė|Ż¼Å─Č°ī¦ų┬║Ė³cį┌ÖCąĄ╔Ž│÷¼F╠ō║Ė╗“│÷¼F═Ļ╚½ļŖÜŌ▀BĮėķ_┬ĘĄ─┬®║ĖĪŻ┤¾ČÓöĄęÄĘČČ╝ę¬Ū¾╣▓├µČ╚į┌0.10mm║═0.15mmų«ķgĪŻ
═©▀^└¹ė├š²┤_Ą─╣ż╦ć║═╣żŠ▀Ż¼Š═─▄ē“×ķČÓöĄæ¬ė├│ų└mĄžśŗĮ©╣▓├µČ╚×ķ0.15 mmĄ─▀BĮėŲ„ĪŻ╚╗Č°Ż¼ė╔ė┌ę²─_öĄ┴┐Ą─į÷╝ėŻ¼╠žäe╩Ūę╗ą®▀BĮėŲ„Ą─ę²─_░lš╣│╔×ķ┴╦╠žČ©Ą─ą╬ĀŅŻ¼╗“š▀╦³éāąĶę¬ęį╠žČ©ĮŪČ╚Ż©╚ńļp┼┼Īóų▒ĮŪŻ®üĒ▀Mąą▀BĮėĢrŻ¼ę¬▀_ĄĮ0.10 mmĄ─╣▓├µČ╚Š═Ė³×ķ└¦ļyĪŻŠS│ų▀@ĘN▌^Ą═Ą─╣▓├µČ╚Ģ■į÷╝ė▀BĮėŲ„│╔▒ŠĪŻ
╚ńĮ±Ą─┤¾ą═ļŖ┬Ę░ÕČ╝░³└©│¼▀^3000éĆį¬╝■║═¾wĘeĖ³ąĪĄ─ĪóĖ³Ė▀╝»│╔Č╚Ą─ļŖūėŲ„╝■Ż¼╩╣Ą├▒ŠęčŠoÅłĄ─░Õ╔Ž┐šķgūāĄ├Ė³╝ė├▄╝»Ż¼ŲõĮY╣¹╩Ūį¬Ų„╝■ę²─_ų«ķgĄ─ķgŠÓę▓įĮüĒįĮąĪŻ¼įOėŗĤ¼Fį┌ę▓į┌Ė³ČÓĄž┐╝æ]▓╔ė├║±Č╚×ķ0.10 mmĄ─║ĖĖÓ─Ż░ÕĪŻ╚ń╣¹╩╣ė├Ė³║±Ą─║ĖĖÓ─Ż░µŻ¼─Ū├┤ę²ŠĆ╗“║Ė▒Pų«ķgŠ═Ģ■┤µį┌▌^Ė▀Ą─║Ėś“’LļUĪŻ╚╗Č°Ż¼įOėŗĤ║▄ļyšęĄĮ╝╚ØMūŃ0.10mm╣▓├µČ╚ęÄĖ±ę¬Ū¾Ż¼═¼ĢrėųŠ▀ėąūŃē“ę²─_öĄ╝░║Ž▀m═Ōą╬│▀┤ńĄ─▀BĮėŲ„ĪŻ
«ö╚╗Ż¼įOėŗĤĄ─┤_ę▓┐╔ęį▀xō±Ųõ╦¹ĮŌøQĘĮ░ĖĪŻ╚ń╦¹éā┐╔ęį▓╔ė├ļA╠▌╗»║ĖĖÓ─Ż░ÕŻ¼ė├▒Īę╗³cĄ─║ĖĖÓ─Ż░ÕüĒæ¬ī”ąĪ╣ØŠÓį¬╝■Ż¼Č°ė├Ė³┤¾ę╗ą®Ą──Ż░ÕüĒų¦│ų▀BĮėŲ„ĪŻ▀@Š═ĮŌøQ┴╦å¢Ņ}Ż¼Ą½║ĖĖÓ─Ż░Õ│╔▒ŠŠ═Ģ■ūāĄ├Ė³Ė▀Ż¼═¼Ģr▀Ćėą┐╔─▄¤oĘ©▀mė├ė┌║ĖÕaļA╠▌ā╔é╚į¬Ų„╝■ų«ķg┐šķg▓╗ūŃĄ─æ¬ė├ĪŻĖ∙ō■═©│ŻĄ─Įø“×üĒ┐┤Ż¼ā╔éĆļA╠▌ķ_┐ūų«ķgĄ─ŠÓļxæ¬įō×ķļA╠▌║±Č╚Ą─36▒ČĪŻ
┴Ēę╗ĘN▀xō±╩Ū╩╣ė├ČÓéĆ▀BĮėŲ„ĪŻ▀BĮėŲ„Ą─ę²─_öĄ┴┐įĮ╔┘Ż¼Š═įĮ╚▌ęū╩╣ŲõØMūŃĖ³×ķŠo├▄Ą─╣▓├µČ╚ęÄĖ±ĪŻĄ½╩ŪČÓéĆ▀BĮėŲ„ėųį÷╝ė┴╦│╔▒ŠŻ¼═¼Ģrį÷╝ė┴╦▓╝ŠųÅ═ļsąį▓óĦüĒ┐╔┐┐ąįå¢Ņ}ĪŻ┤╦═ŌŻ¼▒M╣▄▀BĮėŲ„┐╔─▄ØMūŃ0.10 mm╣▓├µČ╚ę¬Ū¾Ż¼Ą½║±Č╚×ķ0.10 mmĄ─║ĖĖÓ─Ż░ÕęŌ╬Čų°Ė³Ą═Ą─║Ė┴ŽĖ▀Č╚Ż¼Å─Č°ī¦ų┬║Ė³cÖCąĄÅŖČ╚┐╔─▄▓╗ē“Ė▀ĪŻ
×ķ┴╦ūŅĄ═Ž▐Č╚Ąž▓╔ė├▀@ą®š█ųįĘĮ░ĖŻ¼samtec║═phoenix contactßśī”╚²éĆŽĄ┴ąĄ─▀BĮėŲ„蹊┐┴╦═©▀^ą▐Ė─║ĖĖÓ─Ż░Õķ_┐ū╦∙«a╔·Ą─ą¦╣¹ĪŻ▀@ą®čąŠ┐╩╣ė├┴╦ę╗éĆ║±Č╚×ķ0.15 mm║═1:1ķ_┐ūĄ──Ż░ÕŻ¼Å─Č°╩╣│┴Ęe║Ė┴ŽĄ─│▀┤ń║═ą╬ĀŅ┼cŃ~║Ė▒Pę╗ų┬ĪŻļS║¾į┌▀@ą®īŹ“×ųąį÷╝ė┴╦ā╔ĘN║±Č╚×ķ0.10mmĄ─ĪóĄ½ķ_┐ūĖ³┤¾Ą──Ż░ÕŻ¼▓óį┌ĮėŽ┬üĒĄ─蹊┐ųąųŲū„▓ó▀xė├┴╦╣▓├µČ╚į┌0.10 mm║═0.15 mmĘČć·ā╚Ą─▀BĮėŲ„ĪŻ
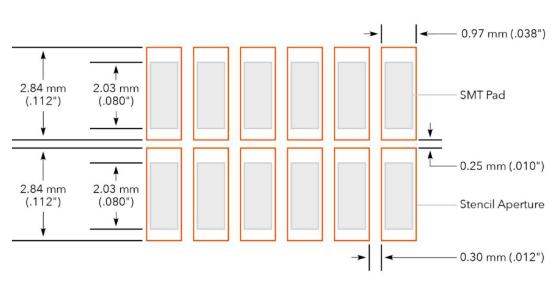
▀@ĒŚčąŠ┐╔µ╝░īó║ĖĖÓ─Ż░Õķ_┐ūĄ─┤¾ąĪš{š¹ĄĮ│¼│÷║Ė▒P│▀┤ńüĒ▀Mąą╠ūėĪŻ¼ęįį÷╝ė║Ė┴Ž┴┐▓óą╬│╔Ė³║├Ą─▀BĮėŻ¼Ą½▓╗ČÓĄĮī¦ų┬║Ėś“╗“į┌ļŖ┬Ę░Õ▒Ē├µ┴¶Ž┬║ĖŪ“ĪŻ×ķīŹ¼F▀@ę╗─┐ś╦Ż¼▀@ĒŚčąŠ┐ę└┘ćė┌╗ž┴„║Ė▀^│╠ųąĄ─║ĖĖÓį┌▀_ĄĮŲõę║╗»£žČ╚║¾Ż¼į┌╝ė¤ßĄ─║Ė▒P╔Žą╬│╔─²ĮYĄ─┌ģä▌ĪŻ└²╚ńŻ¼×ķ┴╦┤_▒Żį┌╣▓├µČ╚×ķ0.152 mmĄ─ ftsh▀BĮėŲ„śėŲĘ┼c║±Č╚×ķ0.10 mm║ĖĖÓ─Ż░Õų«ķgą╬│╔┴╝║├Ą─║Ė³cŻ¼ūŅ╝čķ_┐ū×ķ2.84 mm x 0.97 mmĪŻ
╗∙ė┌▀@ą®ĮY╣¹Ż¼┐╔ęįŪÕ│■Ąž┐┤ĄĮįOėŗ╚╦åTį┌╩╣ė├║±Č╚×ķ0.10 mmĄ─║ĖĖÓ─Ż░ÕĢrŻ¼æ¬«öį┘┤╬┐╝æ]▓╔ė├ūŅ┤¾╣▓├µČ╚ųĄ×ķ0.15mmĄ─▀BĮėŲ„ĪŻ╚ń╣¹ęčĮø┤_Č©┴╦ė├ūŅ╝č─Ż░Õķ_┐ūüĒų¦│ųĮM║Ž─Ż╩ĮŻ¼Š═┐╔ęį▓╔ė├▒ŖČÓ¼F│╔┐╔ė├Ą─▀BĮėŲ„Č°öU┤¾┴╦▀xō±ĘČć·Ż¼▓ó┐╔▒▄├Ōį┌╩▄ĄĮŽ▐ųŲĄ─ĘČć·ā╚▀xė├░║┘FĄ─╠µ┤·ŲĘĪŻ╚ń╣¹ūŅ╝čķ_┐ū¤oĘ©į┌ŠW╔Ž½@Ą├╗“╔ą╬┤┤_Č©Ż¼─Ū├┤║▄ųžę¬Ą─╩Ūį┌įOėŗ┴„│╠ų«│§Š═ę¬╚ź┬ōŽĄ▀BĮėŲ„ųŲįņ╔╠üĒ┤_Č©ūŅ╝čķ_┐ūŻ¼╗“×ķ╚╬║╬ęč┤_Č©Ą─æ¬ė├šę│÷Ė³║Ž▀mĄ─ĮŌøQĘĮ░ĖĪŻ