������Q����ɽ������˹�F·�������˾
ϵ�ˣ�ꐽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺845359397@qq.com
ϵ��ַ�����Kʡ�K����ɽ�гDZ����1255̖
�]����215316
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
���4.6��������˨���a�S��
�܉���S�˜�25m��12.5m�ɷN��܉����ͨ��·�ϵ��܉����Ҫ�B���L܉�l�ģ��܉�c�܉�v���B���������^��팍�F��䓺����ͬ�N���ϣ�����ͨ�^���ӵķ�ʽ���亸�ӳ��L�܉�������L�܉��·���ǟo�p��·��һ����ԣ������L�܉�ğo�p��·�L��1��2km��Ŀǰ���g���ѿ�������ȫ·�εij��L�o�p��·���o�p��·���܉��ȫ�L���ӣ���Û��s���܉�Ȯa�������������Q��ضȑ������ضȑ�����С�͜ضȲ����P������O�r��܉�غ͜y���r��܉��֮��ضȑ������ጷţ�����ʲô�ӵķ����������܉��


�������칤ˇ������Σ���1������ι�ˇһ�����Ԅӻ����ܡ�����ΙC���_չ��12צ���ڣ�0.3��14��mm�����ȵ�䓽z����8צ���ΙC��һ�γ��Ρ����ι�ˇ�O����_չ�����M�������ٶȣ���Ҫ�_չڅ�����M���O��ij����ٶȣ������MЧ�ʣ��ڽ��^�M���O������ľ����Ժ͏�����̎��Ч�����M���O���;��ԣ��������L�Ȃ������ͼ���y���x���oCNC���ΙCֹͣ�Ԅ��]�h���������^�̡���2������ι�ˇ�������ܡ������ɾ��əC��***Ҏ����_ 20mm�� =2000MPa�����@��5��׃����ȏ���Minic-Block���ɺ�ƫ�ď��ɵ�����ι�ˇ߀���о����ԡ�����Σ���1������ι�ˇ�ٶȲ��ܡ��҇��� ��9~25��mmҎ���ϵij��H��CNC2�S����əC��***�ٶ�ÿ���17�����c�d���������֮�²���^��2���ɟ���ι�ˇ���Ʋ��ܡ����ڃH��CNC2�S����əC��������ο����������������ã����Ȳ���Ҷ��o�ԄӰ������D���ƺ��{���C�������ԟ�폗�ɳ��ι�ˇ�̶ȺͲ����^�͡���ˏ��ɵľ��ȳ̶Ⱥ��������Ó̼�̶�Ҳ�^�͡�


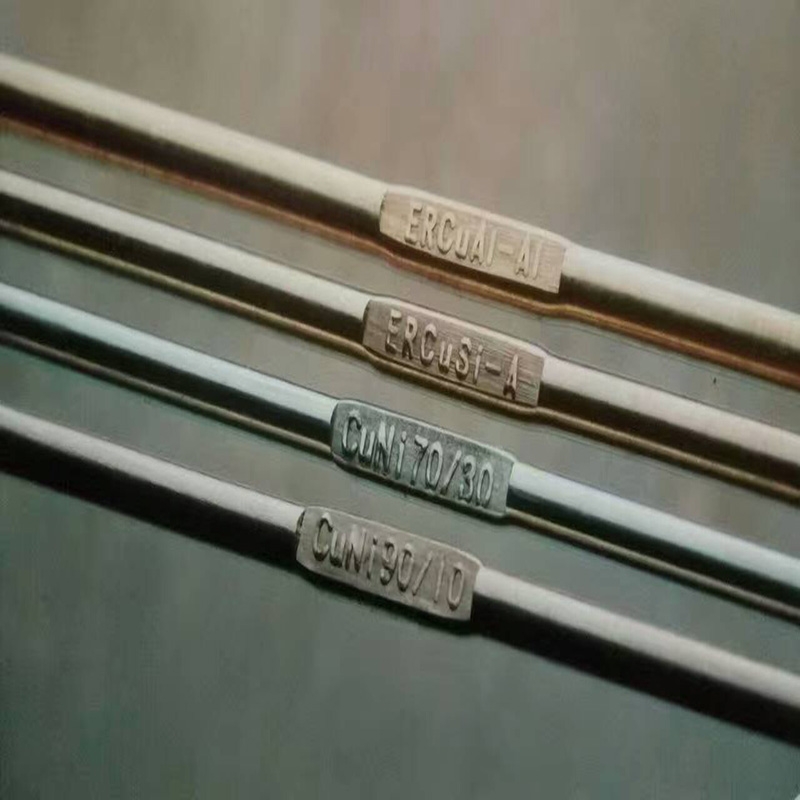
��ɽ������˹�F·�������˾���I���a���N������Ƭ��˨��
Ҏ���У��p�^ֱ��Ƭ��˨���p�^���ι�Ƭ��˨�������^���ι�Ƭ��˨�������^�A���ݼy��Ƭ��˨�����Ƿ��m��A���ݼy��Ƭ��˨���ǘ˹�Ƭ��˨
����̎���У�����\������\�����_���_���Q���\���t���}������ĩ�B�\����Ԫ�ͺϷ�ĩ�B�\�ȡ�
�ȼ��У�5.8����6.8����8.8����10.9���ȡ�
��ɽ������˹�Ĺ�Ƭ��˨���a�dz�ע���|�����ƺ������҂��Ĺ�Ƭ��˨���a��ȫ������ISO9001-2008�|���wϵ�����ƣ��҂�߀�@���Ї����F·�aƷ���a�S���C���҂�����ȫ�יz�y�O�䣬�Դ_���҂����еĹ�Ƭ��˨�aƷƷ�|���_���͑���Ҫ��
��ɽ������˹�F·�������˾��һ��ͨ�^ISO9001/2008�J�C�Ĺ�˾�����е����̶�����ISO�|�������wϵ��Ҫ�Ĺ����̵��|�����Ƶ���Ʒ���҂����ǰ��˜ʳ�����������������҂��Ї�����|������ϵ�y��
1����ԭ���ϵęz��͜yԇ���҂�Ҫ�����ṩ���a��̖�����W�ɷ֣����W���ܵșz�yָ�ˡ�
2���҂����|�����ƙz�T�ڙz�y�^���в�ȡ��Ʒ����Լ������z�y�����ṩԭ���ϲ��|�C�������ֶ��M�п��ơ�
3�������aƷ�IJ�ͬҪ���҂����������������ͻ��W�yԇ�͙z����Y���������҂���Ҫ���҂����ܽ^���գ�ֻ�в��ϝM���҂��Ę˜ʲ��ܽ��ա�
4���������a�İ��Ʒ������f�S�̣��҂������M���|�����ƅf�{���h�����ṩ���g���ֺ�ָ�����ڰl؛ǰ���C�ϸ�ĮaƷ�����o�҂��Ŀ͑���


���l���Ϳۼ��ǟo��˨�o����ۼ����m����60 kg/m�܉�����l���Ϳۼ�ϵ�y�Ǟ�M����\�����\�I�l����ᘌ���O�A����***�o���������в�܉���ľ�·�l���������������\�����ۼ�ϵ�y���м��g�l�������OӋ��һ�N�o����o��˨�ۼ�ϵ�y������ԭ���l���Ϳۼ�ϵ�y�Ļ��A�Ͻ����������о��ʹ���ԇ��***���ɵġ����l���Ϳۼ�ϵ�y���c���Ă������M���˃������ƣ�1�������l�ĽY���Mһ�������������乤���������pС����׃�Σ�2�����z�|���������ܲ���UIC�˜��c���H��܉��3���錍�F܉��ľ��_�{�����^��܉���K̖�a��1mmһ�����ã�4�����㲿������������������Ҫ��

WJ-7�Ϳۼ�***��O��WJ-7�Ϳۼ������M�ɼ��f����WJ-7�Ϳۼ������º��Q�ۼ�����T����˨����ĸ��ƽ�|Ȧ�����l���^���K���F�|�塢܉�|�塢�^�����_�|�塢���͏��ɉ|Ȧ��ƽ�|�K���^����˨���A���ܽM�ɣ���������܉�{�ߵ���Ҫ��߀����܉���{�߉|����F�|�����{�߉|�塣���l��܉�|�受�l�փɷN����һ��ض�ʹ�õ�W1�ͺ͘��Ͽ���ʹ�õ�X2�ͣ�W1�͏��l��ֱ����14mm��X2�͏��l��ֱ����13mm��܉�|���A��B���A����ڼ��؛�\�Ŀ��\������B����ڿ��\������ÿһ��ַ�һ��ض�ʹ�õ����z�|��͘��Ͽ���ʹ�õďͺω|��ɷN��������Ҫ���;�·�����r���ɲ���X2�͏��l�����Ïͺω|�塣�˕r�νM�ۼ����܉�v��������4kN��һ��ض�ʹ�ã�W1�ͦ�14mm���l+���z�|�塣���Ͽ���ʹ�ã�X2�ͦ�13mm���l+�ͺω|�塣�A���ܣ�ԓ�����A�����O��܉����܉�����У����O���ȑ��M��Ҫ�����A������摪�c܉����܉�����܉���Rƽ���A�������O�����w���ϣ����������ϣ��w�Է���ˮ�������M�롣܉���{�߉|���܉���{�߉|����F�|�����{�߉|��ɷN���քe������܉�|���c�F�|��֮�g���F�|���c�^�����_�|��֮�g��܉���{�߉|�尴��ȷ֞�1mm��2mm��5mm��8mm�ķNҎ���F�|�����{�߉|�尴��ȷ֞�5mm��10mm�ɷNҎ���bǰ�Ĝʂ乤��������1.1�l�x�ʂ���m��͵ď��l��W1�ͻ�X2�ͣ��ͺ��m��͵�܉�|�壨A�B����z�|���ͺω|�壩���m���ʂ�܉���{�߉|�壬�Ԃ����{���܉�ߵ�֮�á�***܉����܉�����܉���ϵ�������s��***܉�����ۣ�***܉����܉�����܉���܉�����ۡ�ժ���A�����ϵ����ϣ����������ϣ��w�����Ž^�����_�|�壬��O�^�����_�|�壬ʹ�|����c�A���ܿ��С������F�|�壬ʹ܉���³���܉���Ȃȣ����F�|���ϵļ��^�����F�|�����˨�����đ��c�A�������Č���������ƽ�|�K�L߅��߅�L߅����ƽ�|�K�����F�|���ϣ���ʹƽ�|�K���A�������^�Lһ�ȳ��ȡ��������͏��ɉ|Ȧ���^����˨�����^����˨���Ϗ��ɉ|Ȧ�������ݼy����Ϳ�M�F·���÷��o��֬�������A�����С����^����˨�Q�oǰ�{���F�|��λ��ʹ�F�|���Ϙ�ӛ���cƽ�|�K�ϵĘ�ӛ�����R�������A���܃ȣ��Q�o���F�|���cƽ�|�K�ϵĘ�ӛ����ԓ���R������܉�|�壬��܉�|�尲�����F�|���܉���ϡ������z�|���������D���e�`�İ������z�|�巽λ���҈D�����_�ķ�λ�������܉�����Ž^���K�����^���K�������܉���F�|�����֮�g�����������Ó�ʹ����λ������T����˨����T����˨�^�������F�|��ײ������D90�㣬Ȼ������ʹT���^��ȫǶ����У����w���^�����£���1�� T����˨�^���������D��ʾ�Ƕȣ������F�|�塣��2��T����˨�^�������F�|���형rᘷ������DT����˨90�㣬��˨�^�����A��λ�á����ŏ��l������ƽ�|Ȧ�͔Q�o��ĸ,�Q�o��ĸ�rT����˨�ݼy���֑�Ϳ�͡���ĸŤ�أ�W1�͏��l�s120N��mX2�͏��l�s80N��m�����l�o���ԏ��l�в�ǰ���¶��c�^���K���|��ʡ��z��܉���܉�����в��m���{��܉��IJ��E���¡�1.���_�^����˨��2.�øĵ����M��Ų���F�|�������{��, �_�J܉���܉����m��3.��300~350N��m��Ť�ؔQ�o�^����˨���\�I���ڑ�ע���^���܉�յ��ߵ͡�ˮƽ��ƽ혣���l�F������r�������r�|��܉���{�߉|�塣����܉�|�剺�s����׃������ۼ��ɳڑ����r�͔Q���{���܉�ߵͣ����\�I���g���������׃�Ϲ�����A�³����l�܉�ߵͺ�ˮƽ��ƽ형r������܉���O���{�߉|�壬���{�������^10mm�r����ͬ�r���F�|�����O���{�߉|�塣�܉���{���e��ʾ��܉���{�߉|�岻�÷���܉�|���ϣ������܉���{�߉|�忂��Ȳ��ô���10mm��܉���{�߉|��Ĕ������ó��^�ɉK�����������܉���{�߉|��������棬�Է�܉���{�߉|��Z�����F�|�����{�߽^�����_�|�壬�e��ʾ���|����F�|�����{�߉|��Ŀ������ó��^�ɉK������Ȳ��ó��^20mm���|����F�|�����{�߉|��Ŀ������ó��^�ɉK������Ȳ��ó��^20mm���B�o�S��Ҫ����T����˨�M�ж���Ϳ�ͣ���ֹ��˨�P�g�������ֿۼ�ϵ�y���坍��
���4.6��������˨���a�S��