

������Q���Ͼ����ܾ��ܙCе����˾
ϵ�ˣ�ꐁ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺sales@nanjingln.com
ϵ��ַ���Ͼ��З�ϼ�^�o�R����7��1118��
�]����210000
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
| Ʒ�� | ���� | ��̖ | DK7740C | �m���ИI | ͨ�� |
| �����_��ߴ� | 390*630 | �����_�г̣�X*Y�� | 400*500 | Z�S�г� | 250 |
| ������ | 250��mm�� | �F�� | 6 | ������ | 300kg |
| ���C���� | 1900KG | ���ӹ��ٶ� | 100��mm/min�� | ���ӹ���� | 6��A�� |
| ����ֲڶ� | 1.0��um�� | �ӹ����� | 0.01��0.008�� | ����ϵ�y | HF AUTOCUT |
| �߽z�ٶ� | 3-11.5 | �ۺ���� | ����һ�� |
���߽z���ܽ�B��
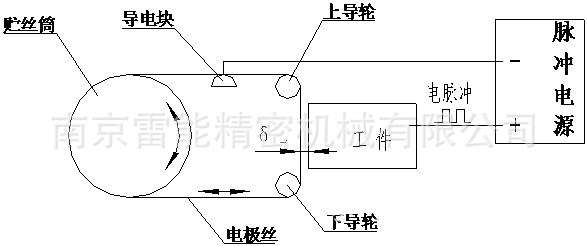
늻��и�ӹ��Ļ���ԭ����
늻��и�ӹ��r����늘O�z����֮�g�M���}�_��늣���Dһ��ʾ������һ����}�_�r����늘O�z����֮�g�a��һ�λ�늣��ڷ��ͨ�������ģ��ض�˲�r���_10000�����ϣ��ߜ�ʹ���������ۻ����Ķ��_���и���ٵ�Ŀ�ġ�
�C����Ҫ���������_���\�z�C����C�����ܡ�����Һϵ�y�͙C�����������ϵ�y�Ȳ��֡��C�����C���Ã��|�T��������Y����Ժã����d�����ϰ�z�U���ÝL��z�U��ֱ����܉��V�ʹ��䓌�܉�����ȸߣ����ܷ����������L��
1�������_
�����_���Á��b�A���ӹ����������F�ӹ��Ԅ��M�o�ġ�����Ҫ������ʮ���ϰ塢���ܝL��z�U���o�X϶�X݆�;���ֱ����܉�M�ɡ������ϰ���������ֱ����܉�����ƄӶ���������ɲ��M늙Cͨ�^�o�X϶�X݆�M�����L��z�U�ρ팍�F�ģ�����Ҫ�_��һ���}�_ʹ�����_���Ƅ�0.001mm��Ҫ�������\����Ҫ���`����ƽ�������������ֱ����܉�����ܝL��z�U���o�X϶�X݆�M���ϰ嶼�Ї����Ҫ��������Ҫ��߶���Ҫ��һ���Ą��Ⱥ���ĥ�ԡ�
�����_���ƽ��Ƚ���ĥ�ӹ�̎������T�Ͳۣ���ʽ�A�ߡ��C����܉���o�ֲ���ȫ���]���o�֡��C�������_�����ƵęCе��λ���ܡ�
�L��z�U�S�����S�в��ù����I�S�С��L��z�U���Ãɶ��S�����p֧����ʽ��
���� 2���\�z����
�\�z������Ҫ���Á펧��늘O�z��һ�����ٶ��\�Ӳ���늘O�z���R�����@���A�zͲ�ϣ��\�z�C������늙C�A�zͲ�������ϰ塢ͬ�������Q���b�õȽM���M�ɡ��\�z����V�ʹ��䓌�܉���ӣ�늙C�\��ƽ�����o�����o��ӡ�
���Ļ���Ҫ���ǣ�
�� �A�zͲһ�����D��һ�����Ƅӣ��Ա��C늘O�z���A�zͲ�����R���С�
�� �A�zͲ�ď������Ӻ��S��Z��ҪС��
�� �A�zͲ��Ҫ�����D��
�� �A�z�C�����c�����^����
�� �A�zͲ���÷��o�֣���ֹ����Һ�w�R�����ӽY����������݆��ͬ��������
�� �\�z�b�о��и�늘O�z�p�o�C����
���� 3���C������ϵ�y�֣�ȫ�]�h���_�h���ƶ��N���]�hϵ�y�b��Lus��řz�yϵ�y�����ƾ��Ⱥͼӹ����ȸߡ�
���� 4�����عC��늚⡢�}�_�Դ��Ӌ��C�ЙC�M����ͬһ��ȣ�����һ�������ľ��и�C����ϵ�y�������˂��y�����߷�������ģʽ�������˿����·������˔���ϵ�y�\�еĿɿ��ԣ�ʹ��������ʽ�����͡�
���� 5�������ع�Ӌ��C���������Ñ�Ҫ���x�ù��ؙC��PC�C������ϵ�y����HF��AUTOCUT�����c����һ�w��ܛ�������Ю����и�D�Β��衢Ӌ��C�B�W���Ƶ���ʮ��N�ӹ�����ϵ�y��
���� 6���C��늚���Ʋ���׃�l���{�٣��o�ɔ_���o�\�z�Q��������0-60HZ�����ȿɟo���{���\�z늙C�ٶȣ�늙C�\��ƽ�������������������L��
���� 7�����l�Դ�锵��ʽ�}�_�Դ�����ܷ����������x�㣬�и�Ч�ʸߡ�����и�Ч��≥120mm2/min������ֲڶ�Ra1.5�r≥40mm2/min������и���600-1000mm���z��100000mm2/0.01(≤80mm2/min)��
���� 8�������ع�߀�����˔���늻��͙C�����P���g������ɢ�����ܺá����|���ܷ����Ĵ��ʲ��y��裬�L��ʽ�M�L���L�Y���������˙C���ɢ�����ܣ����C�˿���ϵ�y�B�m�L�r�g����������
���� 9�����ع��˙C����Ҫ���OӋ������������Ԫ������¶�ڿ�ҕ���ϣ��������õĿɾS���ԣ�Ӌ��C�I�P���ó��ʽ�Y�����ȷ��m�������ֺ��㡣
���� 10�����I�аl�ęC��Ƕ��ʽ�m��ϵ�y��
���������������C������“��λһ�w”���ع��c�C�����C���M��ģʽ�Y�����C�����C�ȟo�C��늚�Ȱl��Ԫ�����C����׃��С�����ȷ�����
����ϵ�y����Ҫ���c��
AutoCutϵ�y��Ҫ����
1��֧�ֈD�����ԄӾ��̣��Ñ��o����|���a��ֻ��Ҫ���ӹ��D���O�üӹ���ˇ������M�мӹ���ͬ�r��֧�ֶ�N���и�ܛ�����ɵ�3B���a��G ���a�ȼӹ����a��
2��ܛ����ֱ��Ƕ�뵽AutoCAD��CAXA�ȸ��汾ܛ���У�
3����N�ӹ���ʽ���`��M�ϼӹ����B�m���ζΡ����� �����˵ȼӹ���ʽ��
4��XYUV 4�S���O�ÓQ����늙C���O�Þ�����ʮ�ġ��������ĵȣ�
5�����r�O�ؾ��и�ӹ��C����X��Y��U��V���S�ӹ���B��
6���ӹ��A�[���ӹ��M�̌��r�@ʾ���F�ȼӹ��r���M�����S��ۙ�@ʾ���ɷŴsС�^���D�Σ��ɏ���ҕ�D����ҕ�D���ҕ�D�ȶ�Ƕ��M���^��ӹ���r��
7�����M�ж���и�����Ñ��ɾS�o�Ĺ�ˇ�칦�ܣ�ʹ��μӹ�׃�ú��Ρ��ɿ���
8���F�ȹ����ļӹ����������S�ӿ��Ƽ��g�����Է�����M�����®�����ӹ���ʹ���s�F�ȈD�μӹ�׃�ú��ζ����_��
9��������4�S�\�ӿ��ƿ������������ɿ���
10��֧�ֶ���й�����һ�_��X����ͬ�r���ƶ��_���и�C����
11�������Ԅӈ��ܣ��ڼӹ��ꮅ����ϕr�Ԅӈ��r�g���O�ã�
12��֧������ӕr̎�����ڼӹ�܉�E�ս�̎�M���ӕr���Ը���늘O�z������ɵ�ƫ�
13��֧���X϶�a�����ܣ����Ԍ��C���Ľz�U�X϶�`���M���a��������ߙC�����ȣ�
14��֧���ݾ��a�����܉C�����ݾ��`���M�зֶ��a����
15��֧�փɷN�ӹ�ģʽ����ͨ���߽zģʽ�����߽zͨӍݔ��ģʽ��
16����늕r�Ԅӱ���ӹ���B����늻֏ͼӹ�����·�Ԅӻ��˵ȹ���̎����
17���ӹ��Y���Ԅ��P�]�C���Դ��
AutoCutϵ�y��Ҫ���c
1�����ÈD���Ӽ��g�������˹��˵Ąڄӏ��ȣ�����˹��˵Ĺ���Ч�ʣ��pС���` �����C����
2������ Windows XP�ȸ��汾�Ñ���ܛ��ʹ�ú��Σ����W������
3��ֱ��Ƕ�뵽AutoCAD��NCCAD��CAXA�ȸ��汾ܛ���У����F��CAD/CAMһ�w�����U���˾��и�ɼӹ�����
4���F�ȹ����ļӹ����������S�ӿ��Ƽ��g�����S�OӋ�ӹ�܉�E��������݆�돽��늘O�zֱ������߅����g϶�Լ����F�ȵęE�A�`���M���a�����������F�ȼӹ�����Փ�`�
5�����ö���м��g��һ�_��X����ͬ�r���ƶ��_���и�C����
6�����M�ж���и�����Ñ��ɾS�o�Ĺ�ˇ�칦�ܣ����ܿ��Ƽӹ��ٶȺͼӹ�����������߱���❍�Ⱥͳߴ羫�ȣ�ʹ��μӹ�׃�ú��Ρ��ɿ���
HF����ϵ�yϵ�y����Ҫ���c��
��1�� ���S�ӿ��ƣ����®�����ӹ����ڼӹ����N�F�w�ͮ����w�ϳɕr������݆�ࡢ��݆�돽�����з�Ӌ���������ɰ��նκϳɺͰ��L�Ⱥϳɣ���������ģ�M�F�w�ͮ����w�����w�D�Σ�
��2�� ȫ�L�Dʽ�ԄӾ��̣��ӹ��r�ɾ��̣�ϵ�y�����ɵļӹ����a�����ý^��ʽ��G���a���䔵ֵ���_������С���c����λ��
��3�� ����AUOTCAD��AUTOP�����ӿڣ����xȡ�κ�R13��R14��AUTOCAD2000��AUTOCAD2002��AUTOCAD2004��AUTOCAD2005ϵ���Լ����߰汾��DXF�D���ļ�
��4�� �ӹ�܉�E���ӹ��������r��ۙ�@ʾ��ϵ�y�������p����Ӌ�㣻�ӹ�ͨ�^���ؼm�e������ӹ���������Ӱ푶��������e�`������Ч������Ӌ�`������^�ϜpС�˼ӹ��`���һ���̶�������˹❍�Ⱥͼӹ�Ч�ʡ�
��5�� ͣ�ӛ������늻֏ͼӹ����Ñ�������ݺͻ֏ͣ�
��6�� DOS��WINDOWSƽ�_�������ܣ�
��7�� ���滯DOS��USB���d��SMA���_������
��8�� �Ñ����d����������ܣ�
��9�� �������惦�o���ƣ���ҕ��B���{���ļ���
��10�� ����и�Ͷ���и��Ԅӕ�ͣ���^�m���ܣ��ӕr�r�g�Ñ����Զ��x�O�ã�
��11�� �Ԏ�CAD�֎��HGD�֎죨���N���w�ć��H�֎죩�����p�ɵļӹ����N�h�ֺ������ַ���
��12�� �Ԏ��S���ij����������ʽ����̎�����ܣ��纬�Нu�_�X݆��׃�Xλ�����I�X݆��Сģ���X���X�l�ȣ����[���X���݆�X���ֶ�݆���LjA������݆�ȡ����ڹ�ʽ����������̎��һ�㹫ʽ������߀����̎���ƌ�ʽ��ʽ������
��13�� ��N�Ⱦʽ��һ��Ⱦࡢ�u׃�Ⱦࡢ׃�F�Ⱦࡢ׃��Ⱦ�ȣ�����Nƫ�x��ʽ��һ��ƫ�x��ʽ����ƫ����ƫ����ƫ����
��14�� ����ĈD�K׃�Q���ܺ͌��õĜy���c�ȷֹ��ܡ�




























