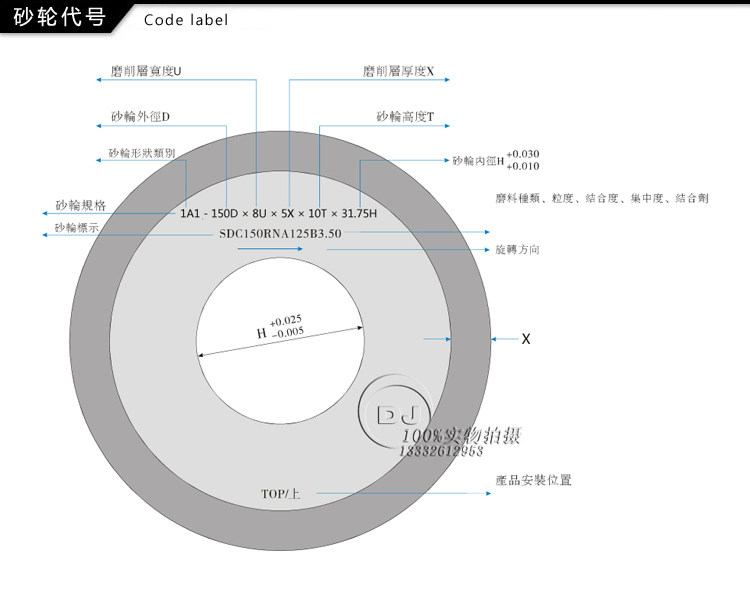
��б߅㊵���ĥ�C(j��)��ɰ݆ 1V1-75D*10T*12.7H*45V*15X")

������Q���|ݸ�Ж|�ǖ|��ĥ�߽�(j��ng)�I(y��ng)��
(li��n)ϵ�ˣ����(gu��)����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺dongjuyanmo@126.com
(li��n)ϵ��ַ��113.82684232244623,22.995426921082746
�]����
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ں��ľW(w��ng)�Ͽ����ģ��x�x��

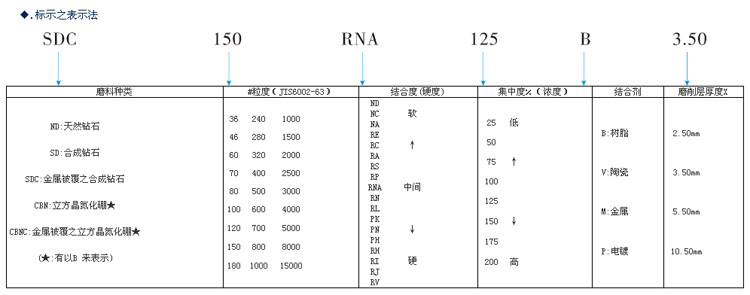
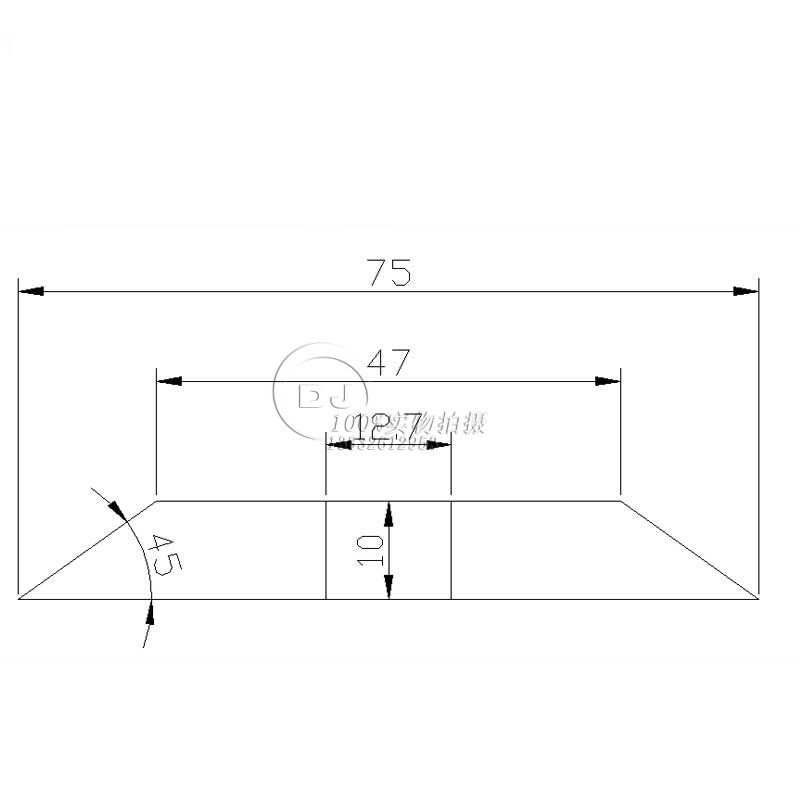
���a(ch��n)��б߅㊵���ĥ�C(j��)��ɰ݆ 45�ȺϽ�ɰ݆ �|ݸ�Ƕ�ɰ݆�S�� 1V1-75D*10T*12.7H*45V*15X



|
�a(ch��n)Ʒ���Q
|
1V1��б߅��ĥ��݆
|
�⏽(D)
|
75
|
|
|
ĥ�����
|
����ʯ/CBN
|
�߶�(T)
|
10
|
|
|
�Y(ji��)���
|
�僽Y(ji��)�τ�
|
��(n��i)��(H)
|
12.7
|
|
|
�Ƕ�(V)
|
45
|
��߅����(X)
|
15 | |
|
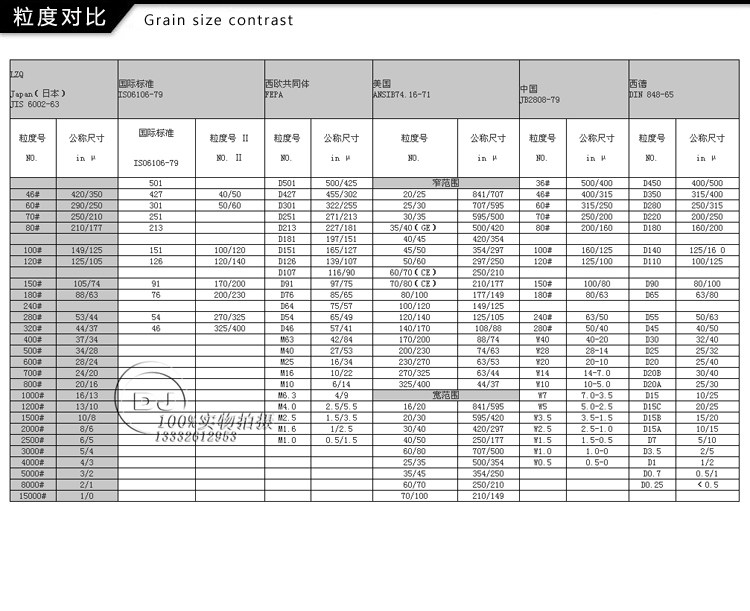
���ȷ���(#)
|
200#
|
|||
|
ʹ�÷���: Ӳ�|(zh��)�Ͻ𡢲������մɵ�Ӳ�����֮��Ч��ĥ
|
||||
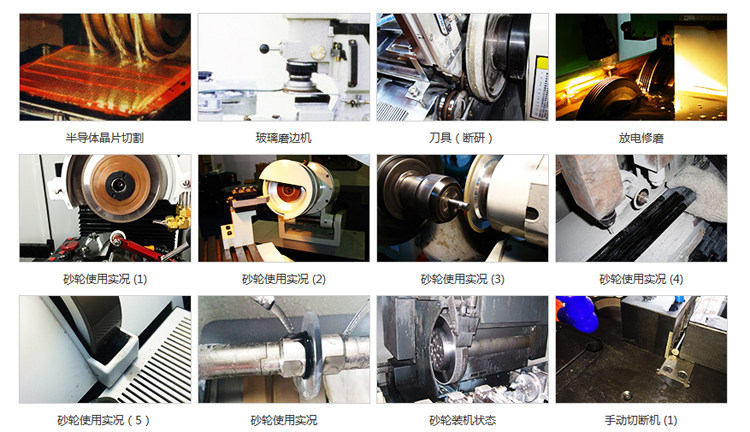
㊵���ĥ�C(j��)������б߅ɰ݆
㊵���ĥ�C(j��)��һ�N�ڹ��I(y��)�Ͽ����Á�(l��i)��ĥ�ޏ�(f��)㊵��ęC(j��)����������ĥ2�С�3�С�4�е�ͨ�ö�㊵���Ҳ�����u��ֱ���_(k��i)���пڡ���ʹ㊵��֏�(f��)���±ز����ٵ�С����ĥ����
������
㊵���ĥ�C(j��)
������
END MILL RE-SHARPENEP
��ĥ��
2��3��4��
�D(zhu��n)��
4800rpm
�R�_(d��)
220v/180w/250w
��(bi��o)��ɰ݆
CBN��SDC㊵���ĥ�C(j��)������б߅ɰ݆
��ĥλ
����
��ĥ����
4-14��12-30
��;
1.һ���C(j��)������ĥ2�С�3�С�4�С�6�У�
2.������ĥ����(zh��n)�ҿ��٣�������(ji��n)�Σ��o(w��)�輼�ɼ����p����ĥ�����c(di��n)��
3.���C(j��)���b��㊵���ĥ�C(j��)�����@ʯɰ݆,ֻ��һ�Kɰ݆�ȿ�������й��ǶȜ�(zh��n)�_�������L(zh��ng)����(ji��)ʡ�ɱ������ʹ��Ч�档
4.����(j��)㊵�֮���|(zh��)�����x��ͬ��ɰ݆���_(d��)���ޏ�(f��)��Ŀ�ġ�CBNɰ݆��ĥ����䓲��|(zh��)㊵���SDCɰ݆��ĥ�Ͻ��u䓲��|(zh��)㊵����в�����Ū�e(cu��)����ĥ�Ƕȿ��Ը���(j��)��(sh��)�H��r�Җ|��ĥ�ߵ�ӆ����
5.����(j��)Ҫĥ��㊵����x��ͬ㊵���(bi��o)��(zh��n)ֱ����Ͳ�A��������m�ĊA�^�M������㊵���ĥ�������M(j��n)����ĥ������
6.SDC㊵���ĥ�C(j��)ɰ݆��Ҫᘌ�(du��)Ӳ�|(zh��)�Ͻ�㊵���CBN㊵���ĥ�C(j��)ɰ݆��ĥ�����㊵���
e
㊵���ĥ�C(j��)����(j��)���ܵIJ�ͬ���·֞����N��
��㊵���ĥ�C(j��)
ֻ����ĥ㊵�֮�����㊵���ĥ�C(j��)���������٣����C(j��)��С�ɾ��£��m��һ��ֻ��ĥ����֮���ˡ�
����㊵���ĥ�C(j��)
�m������ĥ������㊵�֮��(c��)�У������^��(qi��ng)�����C(j��)��Ҳ���أ��m����������㊵���ĥ֮���ˡ�
���^㊵���ĥ�C(j��)
�����e���ܵ����^㊵���ĥ�C(j��)��������ͨ㊵���ĥ�C(j��)ֻ����ĥ��ͨ����?zh��n)���֮���ƣ��������ĥ���^㊵�֮�ȶ˽��c��ǡ�
��ĥ���E
����ĥ�������Eֻ�m����һ��㊵���ĥ�C(j��)�����m�������^㊵���ĥ�C(j��)��
㊵��A�߽M֮�M�b
�x��Ͳ�A�̶��A�^��ñ��㊵���Ͳ�A���A�^������ĥ㊵��x���m��Ͳ�A����45����Ͳ�A����A�^��������Dʾ֮3㊵���1Ͳ�A���A�^����4�̶��A�^��ñ��
㊵��A�߽M֮��λ
A �̶��A�^��ñ�����L(zh��ng)�ȶ�λ���׃�(n��i)����ȫ�ܽӺ�형r(sh��)�?l��)����������D(zhu��n)��λ�� B ��㊵��ȶ˲���ײ����p������ƽ�������D(zhu��n)��ס��λ�� C �A�^�������D(zhu��n)�����i�o�� D ȡ���r(sh��)��ס�̶��A�^��ñ�������D(zhu��n)��ȡ����E �^��㊵����Ƿ��c�A�^����ƽ�о�����ƽ�Єt�����¶�λ��
���{(di��o)ԇ������϶����ĥ
��㊵��A�߽M����������϶����ĥ���׃�(n��i)�p��������ĥֱ����ĥ���oֹ��ֹ�����{(di��o)ʽ�������D(zhu��n)����㊵�֮�÷���ͬ���{(di��o)�������^(gu��)�����c(di��n)֮��㊵�ĥ��֮���ĥ2�У�3��㊵����������D(zhu��n)��4�У�6�в������D(zhu��n)��
�x϶����ĥ
��㊵��A�߽M�����x϶��ĥ���׃�(n��i)�p��������ĥֱ����ĥ���oֹ��ֹ����ĥ���oֹȡ�������D(zhu��n)180����90��ͬ�ӷ�ʽ��ĥ���o(w��)��ֹ��
����֮��ĥ
��ĥǰՈ(q��ng)�Ȍ�E�̶����o���˻�ԭ�c(di��n)����ǰ�M(j��n)���m��(d��ng)��ĥ�����_(k��i)�P(gu��n)�������R�_(d��)�D(zhu��n)�����r(sh��)����㊵��A�߷��ö���Ƕ���ĥ���׃�(n��i)���̶��A�^��ñȱ�ڲ���(du��)��(zh��n)��ĥ�����p�p�Ƶ���ĥ��ֱ����ĥ���oֹȡ�������D(zhu��n)180����90��ͬ�ӷ�ʽ��ĥ���o(w��)��ֹ��
㊵���(c��)��֮��ĥ
���{(di��o)��㊵���Ҫ��ĥ���L(zh��ng)�ȣ������S�нM�����g϶���{(di��o)�{(di��o)�����пڵĺ�ǡ��_(k��i)��ɰ݆���{(di��o)�ϰ��ijߴ硣����_(k��i)ʼ��ĥ㊵������С�
�坍���B(y��ng)
Ո(q��ng)ʹ����ʹ��ǰ���ԿՉ��O(sh��)�䣬�坍���ЙC(j��)�_(t��i)�Ҍ��Fм����������ĥ���|��֮�坍���Դ_���C(j��)�_(t��i)ʹ�É�����
���Q㊵���ĥ�C(j��)ɰ݆�����_������
���_(k��i)�̶��ݽz�����_(k��i)ɰ݆���o(h��)�w��ȡ��ɰ݆�̶��ݽz�����~Ƭ��ȡ���|��ĥ�ߵ����a(ch��n)����45��㊵���ĥ�C(j��)ɰ݆����ɰ݆���S�Ľ��|����øɃ���ɰ݆��Ʒ�b���S�ģ����~Ƭ���̶��ݽz�b�أ��ٌ��̶��ݽz�i�o���w��ɰ݆���o(h��)�w���i���⚤�̶��ݽz������ɲ�����

㊵���ĥ�C(j��)ɰ݆ 1V1-75D*10T*12.7H*45V*15X