

������Q���o�a���տƼ�����˾
ϵ�ˣ�ꐵ���С�㣩
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺cd@hope-tec.cn
ϵ��ַ���V��·555̖���a��Bȹ��206
�]����214000
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
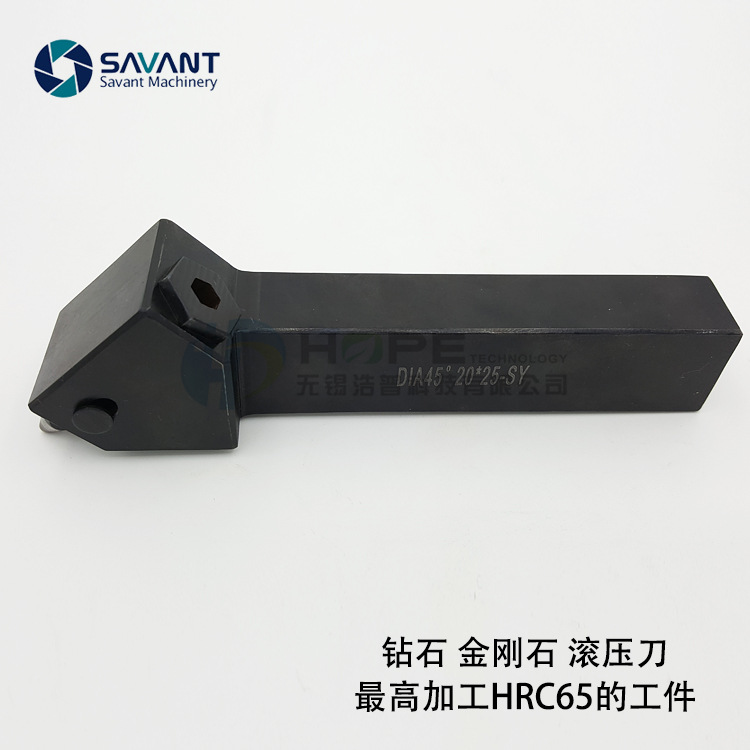
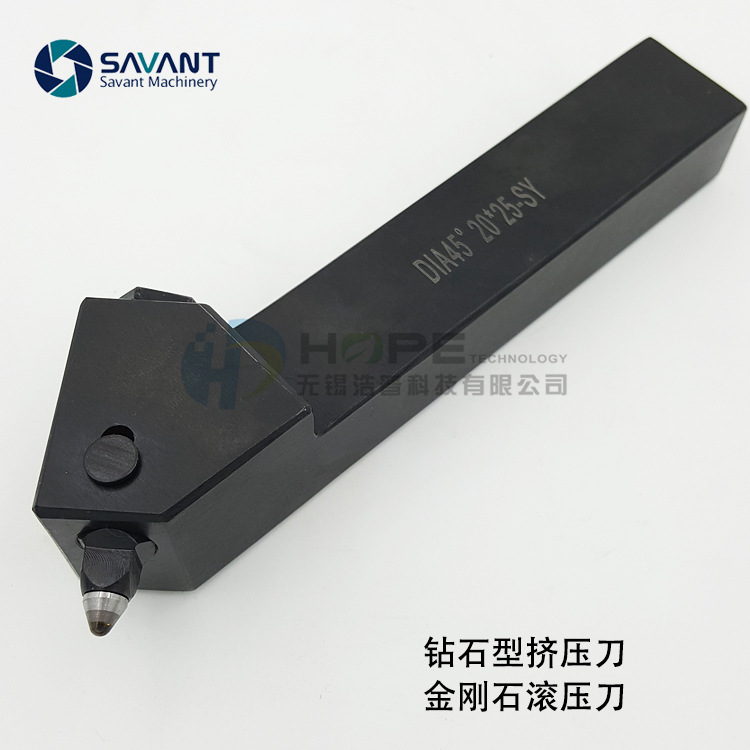
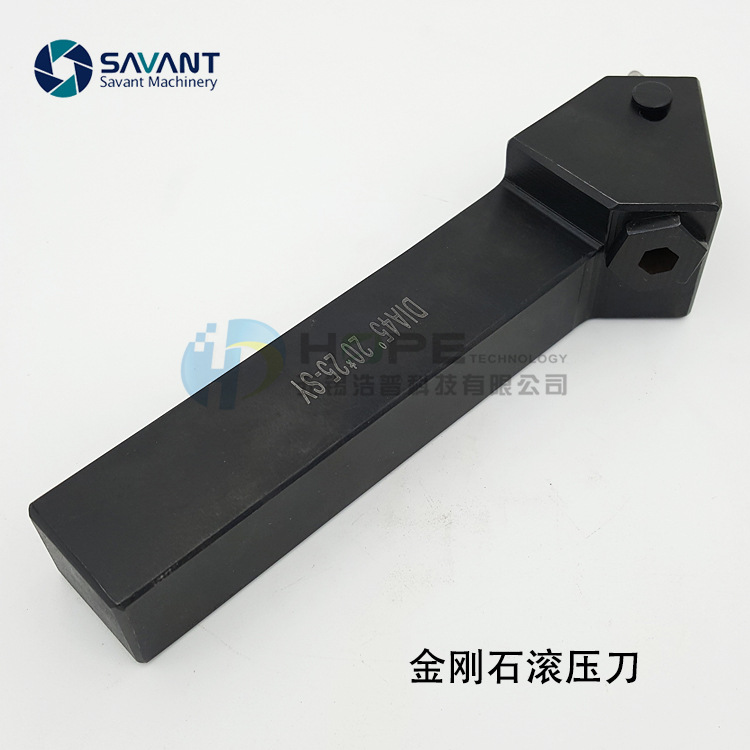
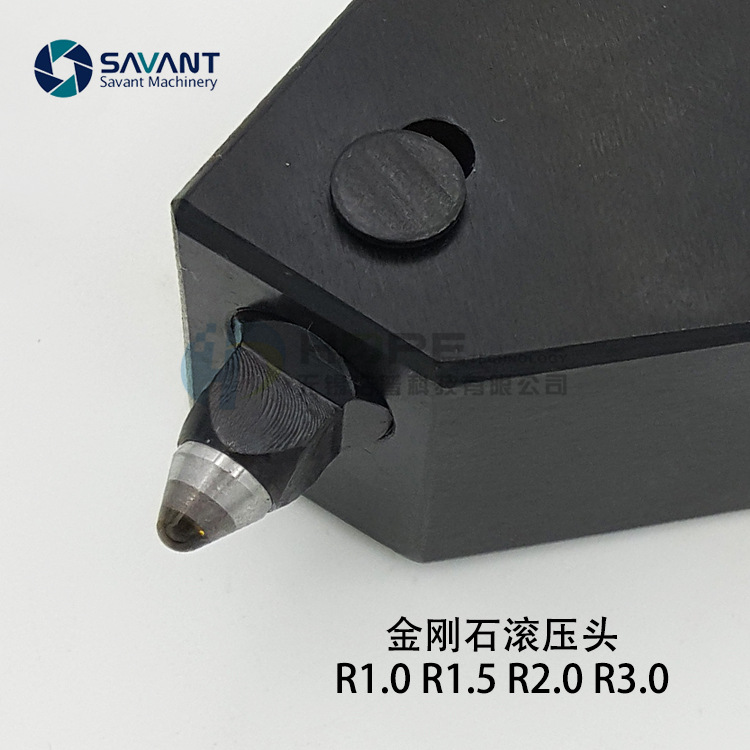
����ʯ�L�������@ʯ�L�����L���^����ʯ�L���^�R��L�����ߝL��
����ʯ�L� �@ʯ�͝L���� �N�ی�����18168867143

Savant(ِ�f��)����ʯ�L����ϵ�НL����c���ڿ�����߹������澫�Ⱥ��R��Ч��,�m�ϼӹ�Ӳ��HRC60�ԃ��Ĺ������S�����ϵĸ��£�Ŀǰ����ʯ�L����Ҳ���Լӹ�ܛ���ϣ�������ͨ䓼����X���ȡ�
Savant����ʯ�L���������ڎ���֮��ʹ�����_���߹��R��Ҫ���m�����SCе�����ģ���ИI��
�����Pҕ�l���Ԇ��ͷ�Ҫ����
ᘌ����� 呴�� ��Ӳ�Ȳ��� HRC40���ϵIJ��ϣ�Ч�������@��
�@ʯ�L��m���ڶ�N����Y��:
~�L��ȏ�(�ȿ�)
~�L����A���⏽��
~�L���ƽ��
~�L��A�F��
~�L������������
~�L��A�Ǻ�б��
�@ʯ�L��ԭ����
���@�R�¹������������^���е��ߵ�����ڱ��暈�����_�Aһ�ӵ��ߵ�hen�E������ʯ�ڏ��������������ڹ��������ϻ����^���п˷����ϵ������c��ʹ���ϱ���a������׃�Σ�ʹ�ߵ�hen�E�ĸ��c���뵽���c���Ķ��õ�һ��ƽ���⻬���R�档�����ڝL����^������������׃�Ε��a��Ӳ��̎�����Ķ���߹��������ƣ�ڏ��ȡ�Ҫ�_���D��Ч������������һ�������������❍�ȑ��s��RZ15um�ԃȡ�
ʹ�ý���ʯ�L�����ă��c��
1�����M��������Ĺ❍���_��Rz1.0����
2�����M�˳ߴ羫�ȵĿ���~�����ڸ�С�ķ������{��
3������Ӳ������
4��ƣ�ډ������
5��ȡ���˂��y�Ķ��μӹ�
6������ĥ��ĥ�������❍�h�������a����������
7���p��Ħ��������ˮƽ���ͣ������g���P��������
Savant(ِ�f��)����ʯ�L������ͻ��Q��
1�����w����������r����������ԽӲ����Խ��ĥ�pԽ�졣
2������ʯ�^��������Savnat(ِ�f��)Ʒ�ƵĘ˜ʼ���
�⏽����ʯ�L�
�ӹ�λ���S��⏽������
ʹ�Å�������� ���Ո�������H�ӹ��о��w��r������
�������� 0.01mm
�L���� 0.01-0.5mm(��߅)
�����黯Һ���ͣ����^�^�V�ĝ�����(< 40 ��m)����߱����|���͵��߉�����
�ϵ�������� ����ֲڶ��_��Rz 15 ��m����
����Ӳ��HRC65�ԃ�
�����ٶ�100m/min
�M�o�ٶ�0.05-0.2mm/rev
�ӹ�ǰע�����
���_ʼԇ���ĕr�ɽ��������ٶ��M�Мyԇ���M�o�ٶȿ��Ա��ֲ�׃���ڲ����ڝL���ėl�����M�мӹ�����ߏ��Ȳ��ϣ����������r�£������������ٶȡ�
�ӹ�����

















