������Q��������ʿ�˺���
ϵ�ˣ�Ԭ��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺17768983762@163.com
ϵ��ַ�����Kʡ�����йĘDž^��ɽ��·255̖
�]����
ϵ�ҕr��Ո�f���ں��ľW�Ͽ����ģ��x�x��
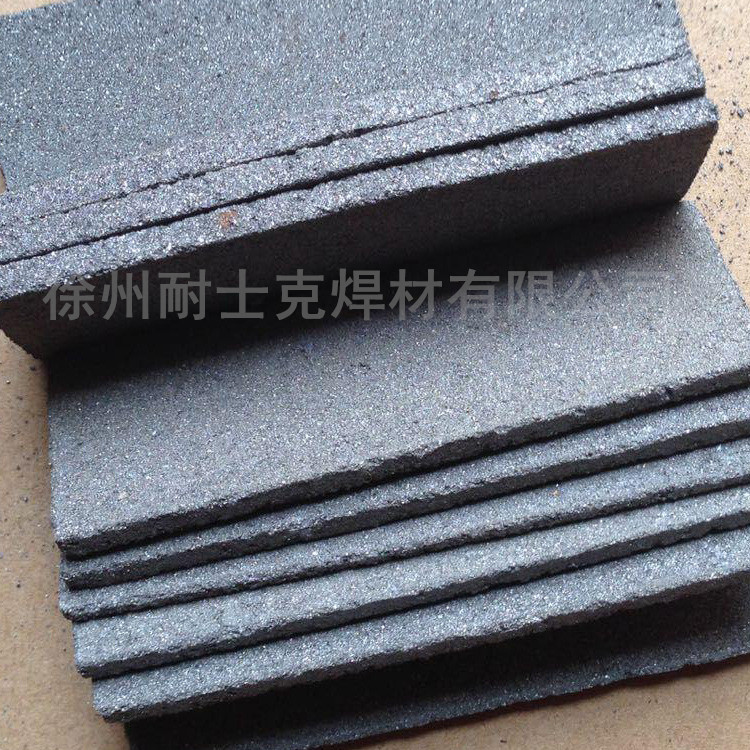
D-65K��ĥ�Ͻ�ۉK D-65K��ĥ�Ͻ�ۉKһ�����̼������ˇ���Դ�鶸�������Ե�ֱ�������C���������C��ֱ�����r�������ӣ���늘O��ؓ�O��늘O��ߏ��ȹ��V��ʯī����Ҏ���ֱ��10mm��12mm��14mm���L400mm��ʹ��ǰ���^ĥ���F�Σ��F�s��ֱ����2���� �Ѻ�Ҏ�����£�ÿ�K�ۉK�ĶѺ��r�g��(90��30��3 mm)50-60�� D-65K��ĥ�Ͻ�ۉK̼���Ѻ��IJ�����
�ۉK̼���Ѻ����ý��|ʽ������ֻҪ̼������һ�����F�ȣ�늻�ȼ���Ƿ����ġ����н��ĺ����ԼӾ���������գ������������_ʼ�����@�N�����r������һ����ͬ�ıײ�������늻�����̫�ͣ�늻��^�͵�ȱ�c��:
1���O������|���٣���ʹ��������˲�g��·��ʹ늻�������Ӱ푶Ѻ��ӵ�ƽ���ȡ�
2�����ڲ������ɶ�·��ʹ̼���p�ļӿ죬�M�����ߡ�
3��̼���Ѻ������_���������ǣ��ڿ��gλ�����S����r�£�̼���M����ֱ�ڹ���������һ�������������^�̑�����һ����늻��L�ȣ�һ���3-8 mm��
�����^�����£�
1���������Ѻ��ۉK̼���������ڷۉK��ֱ������;Ŀ���ǣ�a������̼���|�ӷۉKʹ���Ƅ�λ�á�b��������̎���c���w�g�^�ɲ��A������ˣ����ھ��x�ۉK���^2-3 mm̎��ĸ����������֮��������늻������ۉK߅����ʹ̼���\�ֻ��w����֮�����\�ַۉK����֮һ��λ�ã�Ȼ�����M��[�ӣ��_ʼ��
2���[�ӷ�������̼���طۉK���M��[�ӣ��[�ӷ����ЃɷN�����Δ[�Ӽ���X�Δ[�ӡ����`�C���������^�ã���鷽�Δ[�Ӻ�������ϡ��������ͺ���Ӳ��;��X�Δ[�Ӻ����^�죬�ʻ��w�ۻ��^�٣�ϡ��ʽ��ͣ��Ķ������ڱ��C���ӵ��OӋ���ܡ�
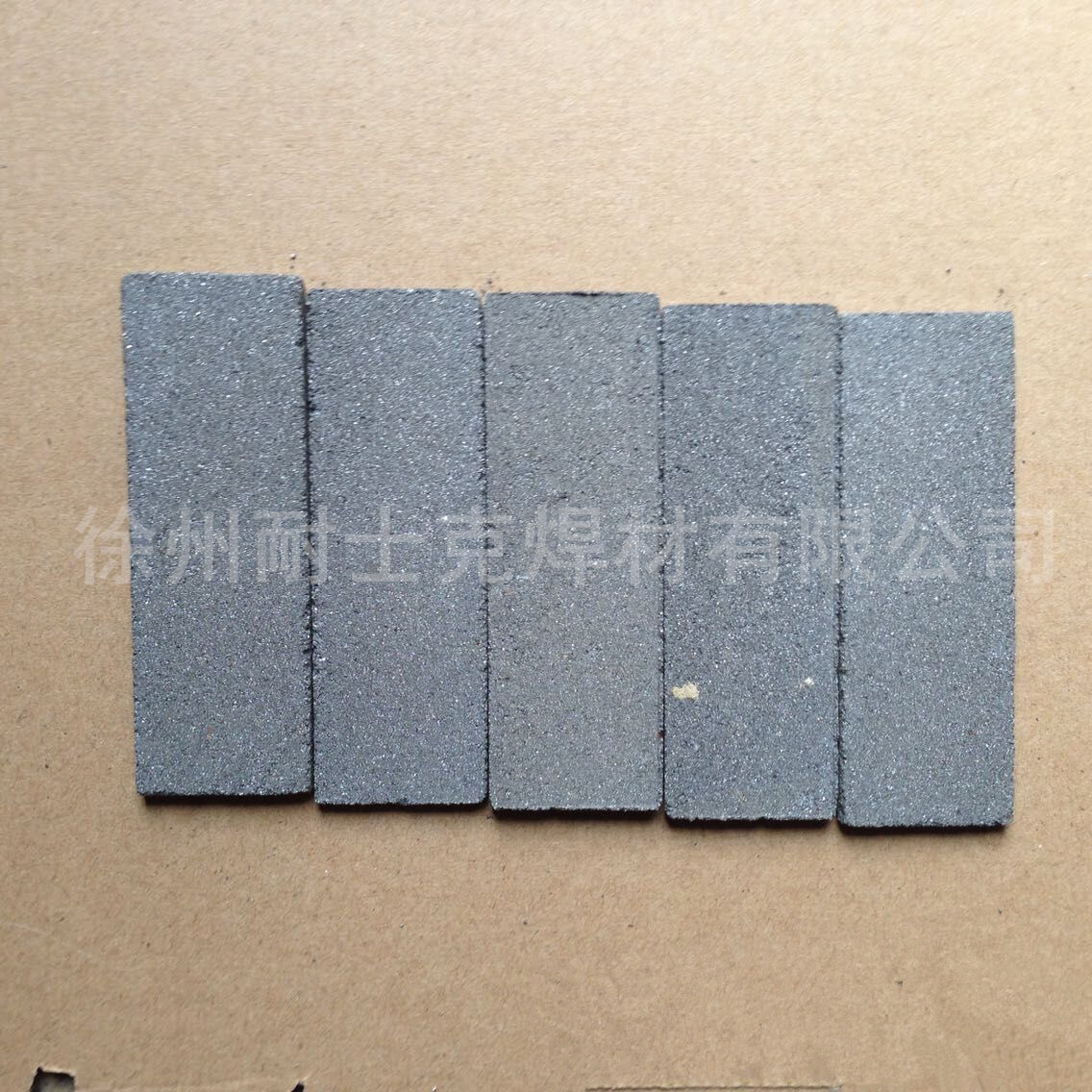
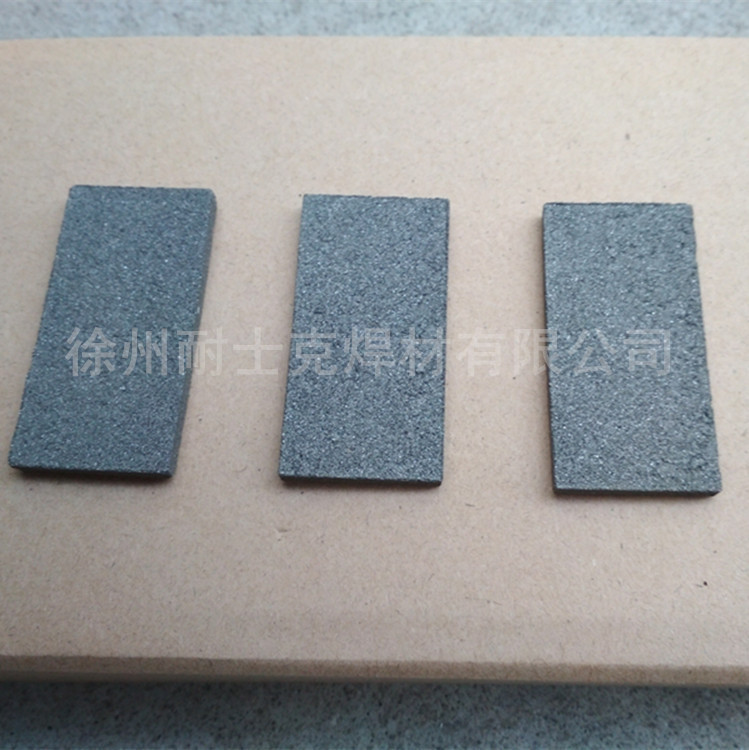
3���[�ӷ��ȣ�����ʹ��ĥ�Ӻ����ĸ��w���w���棬�ڶѺ�D-65K�ۉK�r���[�����ڷۉK���ȣ��[�ķ����Ƿ�һ�£�ֱ��Ӱ푺����|�����㲿����ʹ��Ч������60��20��3 .5mm�ۉK����������ĸ��w��e����(60-70)��(27-30)ƽ�����ס�
4���Ѻ��ٶȣ��Ѻ��ٶ��ǛQ���Ѻ��|������Ҫ�P�I���������M�[���ٺ�ǰ�M���١��@�ɂ��ٶȵ���ϱ��һ�¡�
5���M�[���٣�Ҳ���ǙM��[���ٶȣ��@���ٶ�Ҫ���պ��m��̫�������w�ۻ��࣬�������ӣ�������F��Ƥ�Ͱ��ޣ���������;̫�죬������c���w�Y�ϲ��Σ����ӱ���ʬF���ӣ����Ѻ��|������������ˣ����_�ęM��[���ٶȑ��DZ��C���w���^��(ϡ��ʲ�����)��ǰ���£�ʹ�Ͻ�Ԫ�صõ��^��ֵ��ۻ��ͷ�����
6��ǰ�M���٣���̫���̫�����a���ĺ���c�M�[�ٶ���һ�ӵġ�ǰ�M���ٵĿ�������ҕ�M�[���ٷۉK���ۻ���r��ͨ���ǿ��ۉK��늻����������ܷ��γ�һ���^�õ��۳��Π���õ��۳��Π���γɣ�Ҫ���ɂ��ٶȵ���ϵî����������^�������ܱ���һ�����õ��۳��Π�ȱ��C�۳�߅�������ʹ�����ϵ�Ư�ӣ�����һƯ��̼�����Ƅӣ��f���Ѻ��ٶ��Ǻ��m�ģ����ܵõ��⻬ƽ���ă��|�Ѻ��ӡ�һ�㣬�Ѻ����300A���ң��ۉKҎ���90��30��3 mm���t�Ѻ��r�g��1������ң��˕r����ϡ��ʼs50%���M���鹲�������^�ɫ�ʻҰ�ɫ���S�Gɫ��
7���ջ�:�ջ�����ͬ����Ҫ�����Ӄɶ˾���ƽ���^�ɡ���ˣ��ջ��rҪע��ɂ�Ҫ�c��1)���˱��ջ��ˮa�����۵μ��ߵͲ�ƽ�F���ջ������^�磬����K�۱M��2)��ʹ�ջ����c���wƽ���^�ɣ��ջ�Ҳ����̫��������ջ�̎����̫�Ӱ푮aƷ�|�����^���_���ջ�����ͨ���ǣ����ۉK�۱M�r������늻����L������늻��ĵ͜^�o�۳ؼ������Σ�ʹ�����c���w�g�^��ƽ����
8��ע����헣�
1���Ѻ��Ӵ����Ѽy��һ���c�Ѻ������L�ȷ���ֱ����ĥ�����|��߶��\�ӵ����ӕr����ʹ�Ѽy�����c�䴹ֱ��
2���������^�죬���ӱ������γ����ӡ�������ֱ������Ȟ�3 mm���r������̼������һ�£���������;����3 mm�r����������С�ķۉK�����ڿ��У�����̼�����ۡ�
3�������Ѻ��ߴ磬���m�����K�ۉK혔[���B�m�Ѻ���
4����һ�K�ۉK�Ѻ����Ȳ�����ǰһ���Ѻ��ӂ�߅�ٷ�һ�K�ۉK�����2~3mm�ٶѺ���ע��ʹ���̎�����^��ƽ����
5��һ��Ѻ�һƽ������e�÷ۉK10~12Kg��ÿֱֻ��12mm̼���ɶѺ�2 Kg�ۉK��
��ĥ�Ͻ�ۉK�Ŀ������c��ĥ�Զ����ں��l����Ҫ���������ƣ��ĥ�p�����㲿���ϡ�
һ���Ͻ��ĭ��ĥ��Ϳ
�Ͻ��ĭֱ�Ӈ������ݗU���漰�Ϲ܃ȿ��ϣ��Ͻ���ȿ��_ 2.5mm~5mm���ϣ��Ͻ����֮�ܶȸ��_98%~99.5%�Ͻ��ĭ�������ȳ��^10,000psi���ϣ���ˣ��ڸ�Ť����ʹ���£��������ĥ����7-8����
������ĥ�Ͻ�ۉK
��ĥ�Ͻ�ۉK���������ã��Ѻ��Ĺ����o����P�����ɶѺ��ڵ͡���̼䓡��ͺϽ�䓼��T䓼��ϣ�Ҳ���ڸ��i䓺�ijЩ���T�F�϶Ѻ������ڳ��ܵ͡��еȳ̶ț_���ď�ĥ��ĥ�p���דp���������c�ޏͣ�����Ӳ�Ȟ�HRC��60��.
����Ҫ���ڸ��N�~Ƭ�������ĥ䓰塢�D��݁݁�桢�ƴu�C�g�����������㲿����������ޏ͡��Ѻ�������ʹ�É�������������
�������Ѻ���e�飱ƽ���s��ۉK10kg���Զ�һЩ��ÿ��kg�ۉK���Ѻ������@�õ���ĥ�ӵ�������1.5kg���ң����κ���ĥ�Ѻ��������_�����ġ�
�������ӹ�ˇ��
�����ֹ�̼����.
ʯī늘OҎ��̼����ֱ������10��300����12��300����15��300����̼������������8��350����10��350�����������C�����d늉���70�֣���
���Q�����ü��L�캸�Q�������Ƃ����Ѻ��r��̼������Q��100�������ң��Ѻ����200��300�����Ѻ�ϡ���50����
��������ĥ���l���ӷۉK�ֹ�늻������Ѻ����250����300��..�� ...
��ĥ�Ͻ�ۉK�Ŀ������c��ĥ�Զ����ں��l����Ҫ���������ƣ��ĥ�p�����㲿���ϡ�
һ���Ͻ��ĭ��ĥ��Ϳ
�Ͻ��ĭֱ�Ӈ������ݗU���漰�Ϲ܃ȿ��ϣ��Ͻ���ȿ��_ 2.5mm~5mm���ϣ��Ͻ����֮�ܶȸ��_98%~99.5%�Ͻ��ĭ�������ȳ��^10,000psi���ϣ���ˣ��ڸ�Ť����ʹ���£��������ĥ����7-8����
������ĥ�Ͻ�ۉK
��ĥ�Ͻ�ۉK���������ã��Ѻ��Ĺ����o����P�����ɶѺ��ڵ͡���̼䓡��ͺϽ�䓼��T䓼��ϣ�Ҳ���ڸ��i䓺�ijЩ���T�F�϶Ѻ������ڳ��ܵ͡��еȳ̶ț_���ď�ĥ��ĥ�p���דp���������c�ޏͣ�����Ӳ�Ȟ�HRC��60��.
����Ҫ���ڸ��N�~Ƭ�������ĥ䓰塢�D��݁݁�桢�ƴu�C�g�����������㲿����������ޏ͡��Ѻ�������ʹ�É�������������
�������Ѻ���e�飱ƽ���s��ۉK10kg���Զ�һЩ��ÿ��kg�ۉK���Ѻ������@�õ���ĥ�ӵ�������1.5kg���ң����κ���ĥ�Ѻ��������_�����ġ�
�������ӹ�ˇ��
�����ֹ�̼����.
ʯī늘OҎ��̼����ֱ������10��300����12��300����15��300����̼������������8��350����10��350�����������C�����d늉���70�֣���
���Q�����ü��L�캸�Q�������Ƃ����Ѻ��r��̼������Q��100�������ң��Ѻ����200��300�����Ѻ�ϡ���50����
��������ĥ���l���ӷۉK�ֹ�늻������Ѻ����250����300��..�� ...
��ĥ�Ͻ�ۉK�Ŀ������c��ĥ�Զ����ں��l����Ҫ���������ƣ��ĥ�p�����㲿���ϡ�